
聊一下看板管理
- 2018-04-25 13:55:00
- 周诗勇
- 转贴:
- 知呼
- 1834
说到丰田式生产,就不得不说到JIT;说到JIT,就不得不说到拉动生产;说到拉动生产,就不得不谈一下看板管理。关于看板管理,书上的解释或是网上的解释是非常多的,我就不多说,很多读者并不是没有对看板管理的标准答案的知识,而是缺少深刻的感性认识。很多东西就是这样,在很多时候,任你的想象力再强大也很难完整想象没有经历过的事情。我想聊一下看板管理,为这些朋友近一点绵薄之力。
一看到看板这个日式汉语词汇,我们就会望文生义的觉得它是一块可以看的板报,大约是这样的:
看板在日语里面最早的解释是招牌,向客户传递信息,招揽生意,比如是这样的:

后来,又衍生出了“看板娘”这个概念,其实就是小店的招牌女服务员。

所以说,看板这个日语词汇的本来意思就不是冲着“可以看的板”去的,也可以说“可以看的板”仅仅是看板的一种形态。看板的本意还是具有信息传递的意思,还有很大程度的商业的意味,而不拘泥于形。
丰田生产的看板管理,解释是指为了达到JIT准时生产方式而控制现场生产流程的工具,其他的资料就是介绍各类看板,这确实对于原理的解释有很大的跳跃。
理解看板,首先要理解拉动,就是说生产的指令是从销售市场向工厂,成品仓库向成品生产线,成品生产线向物料仓库,物料仓库向供应商根据市场需求下达的。
这个信息如何传递,是打电话还是喊一嗓子?是E-MAIL还是发短信?丰田选择了“看板”,这是因为丰田乃至绝大多数日企的一个管理逻辑——看得见的管理。如果一个信息可以用现场视觉的东西来传递,那就不要用其他的途径,无需开口开手机开电脑的现场视觉最快。
所以,生产看板是用来传递生产指令信息的工具。那么它和MRP的生产管理是什么关系?因为MRP的唯一生产指令中心的做法,和看板管理的多中心的做法似乎矛盾了。其实是不矛盾的,即使丰田在生产的规划和管理上应该还是走的MRP的原理,还是PMC统筹生产。也就是MRP有一张订单下下去,具体各道工序什么时候生产什么生产多少,这是由看板管理的。我们看看看板的大致种类:
1、工序内看板。
2、信号看板。
3、工序间看板。
4、对外订货看板。
5、临时看板。
在这里会让人理解起来很晕并且在运用的时候容易陷入教条主义的泥潭,其实既然看板是一种生产需求或是运输需求,那么我们不妨首先把看板看作一个“空容器”,这个容器的大小决定了需要的数量,这个容器上的标签决定了需求的物料种类。就好像这样。
相当于一个空的容器就是一个希望你通过生产把它装满的生产指令,这是事先规定好的,你在特定的区域看到这样的空容器你就必须通过生产把它装满。搬运也是一样的道理,你看到的空容器就需要通过运输把它装满。看板管理限制空容器的最大数量其实就是限制了这个物料的最高库存。
那么有人会疑问了,看板的形式不是说不拘泥吗?还有那么多的看板形式,比如丰田的工厂中,小圆球、圆轮、台车等均被利用来作为看板。怎么解?——还是把它们理解为空容器,这是你最快理解拉动看板的途径。
我们分析空容器,在上工序的工作区域如果有空容器(看板)就需要生产半成品;如果他生产了足够的半成品是不是将把空容器填满了?于是空容器不存在了,也就不需要再生产了,直到下一个空容器产生。而使用这些物料的下工序工作者,他是对着满容器的来料工作的,所以他不会向上道工序发出看板,直到他把物料用完,空容器产生了,生产指令也产生了,他要做的就是把这个空容器看板放在约定好的位置,让上工序的同事看到。
那么各种小圆球、圆轮、台车是不是也看作是“意念想象中的空容器”?在物料足够的时候,看板不存在;在物料没有的时候,看板出现了。在这不就是和“空容器”一样的吗?所以我说,看作空容器是最直接最感性的深刻认识。
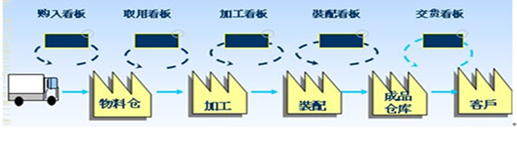
从上图可以看出来,无论什么形式的看板,都是从后工序向前工序发出的,而物料的流向是从前工序向后流动的,其实就是空容器和满容器的相向而行。如果理解了这些,有看板无物料,有物料无看板,无论看板的形式多么复杂,其实就是把它看作空容器就好了。
只不过有些看板的消失并不是像空容器那么自动化,它的消失需要一个人工动作——把它放进回收看板的位置;它的产生也不是那么自动化,需要人工从回收看板的位置取出所需要物料的对应看板,然后放在规定的好的地方让上工序的同事知道。
因为以上的原因,空箱、空物料架、空车、空地等容器类的看板是最好的看板,因为有些企业的物料种类复杂,有些场合不具备这样奢侈的看板投入,所以才会使用诸如卡片、圆球、挂牌之类的非容器的拉动看板。这属于不得已而为之。
在最后还是解释两个容易混淆的用词,管理看板是指的用来帮助管理的板报;看板管理是使用拉动看板组织JIT生产的工具。
| 联系人: | 阿道 |
|---|---|
| 电话: | 17762006160 |
| 地址: | 青岛市黄岛区长江西路118号青铁广场18楼 |
专注看板管理学习交流